ISO9283 Performance Testing
La norme ISO « ISO9283 : Robots manipulateurs industriels - Critères de performance et méthodes d’essai correspondantes » décrit les essais visant à évaluer la performance des robots industriels. Entre autres, elle fournit des procédures pour mesurer correctement la précision de la position du robot, la répétabilité et la précision de trajectoire.
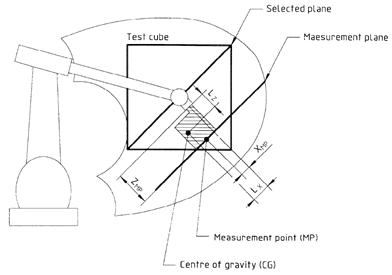
Selon la norme ISO9283, tous les essais doivent être effectués à l’intérieur du cube de test ISO. Le cube de test ISO est censé être le plus grand cube pouvant s’insérer dans l’espace de travail du robot. De plus, la précision et la répétabilité de la position doivent être mesurées 30 fois dans cinq configurations différentes. Il est bien connu que 5 configurations ne suffisent pas à fournir une mesure appropriée de la précision pour les robots modernes.
La plupart des fabricants de robots ne fournissent une précision de positionnement de robot que si le robot a été étalonné. Ils utilisent au moins 100 configurations différentes pour fournir des statistiques de précision de position appropriées. Les robots industriels sont très reproductibles mais manque souvent de précision ; par conséquent, la précision d’un robot industriel peut être améliorée grâce à l’étalonnage.

Espace de travail typique du robot dans les années 80 Espace de travail typique d’un robot moderne
Cependant, la norme ISO9283 est souvent utilisée pour les tests de répétabilité et de précision de trajectoire, même si le robot n’a pas été étalonné.

Il est recommandé de regarder la vidéo suivante montrant les tests de précision de parcours avec RoboDK : https://youtu.be/yMQjqAQY1iE.
RoboDK peut également être utilisé pour calibrer les robots ainsi que pour tester leurs performances avant et après l’étalonnage. Enfin, RoboDK peut également être utilisé pour tester la précision du robot avant et après l’étalonnage grâce à des tests à bille ballbar.
Les éléments suivants sont nécessaires pour installer RoboDK et effectuer correctement les tests de précision de trajectoire du robot :
1.Un ou plusieurs bras robotisés industriels
2.Un système de mesure : tout système de suivi laser comme Leica, API ou Faro et ou CMM optique comme la stéréo caméra C-Track de Creaform devrait fonctionner
3.Le logiciel RoboDK doit être installé et une licence appropriée pour les tests ISO9283 est requise. Pour les licences réseau, une connexion Internet est nécessaire pour vérifier la licence. Pour installer ou mettre à jour RoboDK pour un test de performance :
a.Télécharger RoboDK depuis la section téléchargement du site https://robodk.com/download
b.Configurer le pilote pour le système de mesure (non requis pour le CMM optique Creaform).
Décompresser et copier le dossier approprié :
API Laser tracker: https://robodk.com/downloads/private/API.zip (OTII and Radian trackers)
Faro Laser Tracker: https://robodk.com/downloads/private/Faro.zip (all Faro Trackers)
Leica Laser Tracker: https://robodk.com/downloads/private/Leica.zip (all Leica Trackers)
dans le dossier: C:/RoboDK/api/
Il est recommandé de construire un environnement virtuel de la configuration réelle dans RoboDK (configuration hors ligne) pour préparer le parcours et les positions pour les tests. Cela peut être fait avant d’avoir le robot et le tracker, seulement en utilisant un ordinateur avec RoboDK installé dessus. Les exemples d’étalonnage RoboDK et de configuration de validation de parcours peuvent être téléchargés à partir du lien :
https://www.robodk.com/downloads/calibration/
RoboDK a un utilitaire pour générer les configurations et le parcours recommandé comme indiqué par la norme ISO9283. Pour utiliser cet utilitaire :
1.Utilitaires➔Créer cube ISO 9283 (cibles et parcours)
2.Entrer les joints de référence (position du robot où l’outil fait face au tracker)
3.Ajuster la position et dimension du cube
4.Sélectionner OK
Cela créera les 5 cibles décrites dans la norme ISO ainsi que le parcours recommandé pour les tests de précision de trajectoires. Ces cibles et parcours restent à l’intérieur d’un cube situé devant le robot. Nous pouvons définir le côté souhaité du cube ainsi que de déplacer le centre (cible « ISO p1 ») et les joints de référence qui définiront l’orientation du parcours. Il est également possible de maximiser la taille du cube pour trouver le plus grand cube qui s’inscrit dans l’espace de travail du robot.


Une station exemple avec étalonnage robot et options de validation robot est montré dans l’image suivante.

La même procédure est utilisée pour la validation de la précision de la position pendant l’étalonnage du robot peut également être utilisée pour le contrôle de la précision de la position. Des statistiques de répétition peuvent également être obtenues si les mesures sont prises de façon séquentielle dans le même groupe de points. La seule différence entre effectuer uniquement la validation ou l’étalonnage et la validation est que la première option ne nécessite pas de licence d’étalonnage de robot.
Pour effectuer ces validations, sélectionner le menu :
●Utilitaires➔Test de précision & répétabilité (ISO 9283)

Ces tests nécessitent d’identifier le repère de base du robot par rapport au repère de référence des mesures (configuration de base) et également le repère d’outils par rapport à la bride du robot (configuration de l’outil).
Il est possible d’obtenir un rapport PDF lorsque les tests de précision de position et de répétabilité sont terminés.
Pour effectuer des tests de précision de trajectoire, il est nécessaire d’avoir un programme de robot créé avec RoboDK, comme le programme ISO9283 créé par l’utilitaire Créer cube ISO 9283. Il est possible de générer le programme de robot spécifique du fournisseur en sélectionnant le programme et en appuyant sur F6 (ou en sélectionnant Programme➔Générer programme). Il est aussi possible d’utiliser tout autre programme créé dans RoboDK (comme une ligne droite, un cercle ou un carré).
Il est également nécessaire d’avoir un système de mesure qui peut suivre la position du bout de l’effecteur et fournir les mesures de position par rapport à un repère de référence. Il est nécessaire d’utiliser les procédures de configuration de base et de configuration des outils dans RoboDK (nécessaires pour effectuer des tests d’étalonnage ou de précision de position) pour identifier le repère de base du robot et le repère de l’outil.
Les données de mesure doivent être acquises lors du déplacement du robot le long du programme. Les mesures doivent être enregistrées en continu à l’aide du logiciel par défaut fourni par le fabricant du système de mesure. Il est nécessaire d’exporter les mesures sous forme de fichier CSV ou TXT. Ces fichiers doivent contenir les données de position XYZ ainsi que l’horodatage de chaque mesure. En option, ces mesures peuvent contenir l’orientation de l’outil par rapport à la base du robot.

Pour lancer un projet de validation de parcours dans RoboDK :
1.Sélectionner Utilitaires➔Test de précision, vitesse et accélération (ISO 9283)
2.Sélectionner le programme utilisé pour la validation depuis le menu déroulant
3.Définir le repère de référence utilisé pour les mesures
4.Importer les données de mesure en sélectionnant Ajouter des données de mesure. Il est aussi possible de glisser-déposer les fichiers CSV ou TXT contenant les mesures dans la fenêtre de validation de trajectoire.
Enfin, sélectionner Faire un rapport PDF pour générer un PDF avec quelques statistiques et graphiques sur la précision de la trajectoire, la vitesse et l’accélération. Il est possible d’exécuter le même test plus d’une fois dans des conditions différentes (vitesses différentes, valeurs d’arrondi/virage différentes, charges utiles différentes, …) pour comparer ces paramètres dans le même rapport.
Les points de mesure peuvent être affichés en violet. Ces mesures doivent correspondre au parcours jaune qui décrit le parcours idéal que le robot doit suivre. Les statistiques définies par RoboDK sont les différences entre ces deux parcours.
Si le repère de référence n’a pas été correctement défini, les points de mesure ne correspondent pas au parcours jaune. Cela peut se produire pour plusieurs raisons, comme une mauvaise définition du repère de référence ou une définition d’outil différente. Dans ce cas, en sélectionnant Ajuster la référence, on essaiera d’adapter au mieux les deux parcours afin que les statistiques fournies isolent ces désalignements.

Une fois le test de précision du parcours terminé, il est possible d’obtenir un rapport PDF en sélectionnant Faire un rapport PDF dans la fenêtre de validation du parcours. Cela générera un PDF avec quelques statistiques et graphiques sur la précision du parcours, la vitesse et l’accélération.
Les résultats du test d’exemple préparé dans les sections précédentes sont présentés dans les images suivantes. Dans cet exemple, le programme ISO9283 a été exécuté dans deux modes différents :
●Mode manuel à une vitesse de 75 mm/s
●Mode automatique à une vitesse de 300 mm/s


Dans cet exemple, les deux programmes ont été générés à l’aide de l’option précision fine. Cela signifie que le robot s’arrêtera à chaque point pour rendre le parcours aussi précis que possible. Dans ce cas, il est typique d’observer des accélérations et des décélérations élevées le long de la trajectoire parce que la vitesse doit être nulle à la fin de chaque mouvement de ligne ou de cercle (coins).
La plupart des marques de robots offrent des options d’arrondi pour éviter cet effet en lissant les bords. Par exemple, ABB l’appelle ZoneData et permet de spécifier une zone de précision où le contrôleur est autorisé à lisser les bords, Fanuc l’appelle CNT et permet de spécifier un pourcentage de lissage proportionnel à la vitesse, L’option KUKA offre l’instruction $ADVANCE avec le drapeau C_DIS et Universal Robots permet de spécifier un rayon pour lisser les bords.
Par conséquent, le test de précision du parcours permet de trouver un bon compromis entre le maintien d’une vitesse fluide tout en maintenant des niveaux de précision acceptables autour du parcours théorique.
Il est possible de spécifier le paramètre d’arrondissement dans RoboDK ainsi que la vitesse du programme. Pour éditer un programme pour un tel test :
1.Faire un clic droit sur le programme
2.Sélectionner Afficher Instructions
3.Sélectionner la première ou seconde instruction
4.Sélectionner Programme➔ Instruction de lissage afin de spécifier une précision d’arrondissement
5.Sélectionner Programme➔ Instruction de vitesse afin d’indiquer la vitesse
